Designers chose AM for several reasons: its high level of customization for minimal additional costs, the possibility to implement last-minute changes at a quick turnaround and the potential to significantly reduce the weight of the part. Weight reduction is a decisive factor in the space industry because the lighter a satellite is, the less it costs to send into space.
Collaborating with experts from Altair, RUAG engineers went through an iterative process and completely redesigned the support to optimize it for 3D printing, another term for AM. Altair simulation software made it possible to exploit AM’s freedom of design by optimizing the topology of the component to use only as much material as necessary.
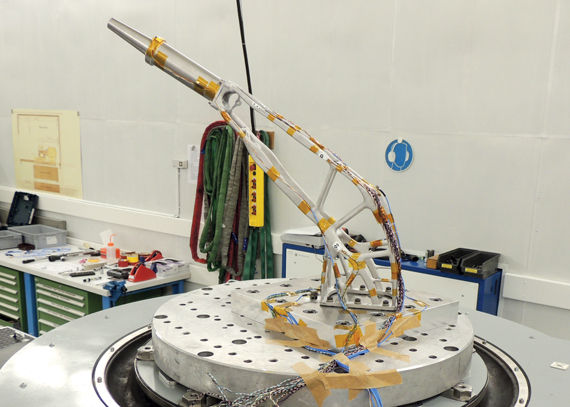
The finished component is just half as heavy as the previous component and has better rigidity. Some 40 cm long, the antenna support is one of the largest components ever produced using the powder-bed manufacturing method.
The AM Design Process
RUAG Space has been conducting intensive research and development work on AM using direct metal laser melting since 2013 and believes the process is well-suited for space industry applications. “Additive manufacturing gives us freedom, in terms of manufacturing and design flexibility,” says RUAG Space General Manager of Structures Franck Mouriaux.
It also lets RUAG engineers integrate more functions into the structural part and optimize the mass early in the process – and mass and time equal money in the space industry. According to Mouriaux, “If we can reduce the mass of the structure, then either we can reduce the price of the launch or the customer can add more commercial payload or fuel, which results in a better return on investment.”
One of the first decisions RUAG made at the onset of the project was to completely redesign the antenna support using the same specifications as the conventionally produced part, including the original design envelope and interfaces. With these specifications RUAG worked on model preparation, loads and material selection for the 3D printing process. Even though the first-pass design was not optimal, this iteration reduced the mass of the bracket by 400 grams while keeping similar performance results. Although the component looked good from a design perspective, it was not “manufacturable”: there were various features that could not be 3D-printed.
Mouriaux explains that since RUAG’s expertise lies in the design of products for satellites and launchers, it made sense to reach out to experts in design optimization and AM to assist in the project. He put together an extended team that included experts from Altair ProductDesign, Altair’s global product design consultancy, and EOS GmbH, a global technology provider of direct metal laser sintering AM solutions.
To perform the optimization studies, the combined team deployed Altair’s structural optimization technology, OptiStruct®, part of the HyperWorks® suite of simulation tools. The team identified the available “design space” within OptiStruct and applied the known load cases and boundary conditions the antenna would be subjected to during launch and use in space. Using this information, OptiStruct suggested the most material-efficient topologies for the given input parameters that RUAG could use as a basis for the final design.
The RUAG team learned that there are several strategies for optimizing the topology of a part. “Different constraints lead to different outputs, and there are different answers to the problem, not only one,” says Mouriaux. “Running the simulations then leads to interpreting the results of optimization. Some constraints are related to the method of manufacture and others to technical issues like heat dissipation and stress concentration.”
After the first optimized layout had been created with OptiStruct, the engineers used solidThinking Evolve®, a styling and rendering tool from solidThinking, a subsidiary of Altair, to fine-tune the design. “Evolve gave us the ability to create complex geometry in a simple way, unlike traditional CAD software,” he says.
In fact, the team used Evolve to create very complex geometry on top of the output of the topology optimization. According to Mouriaux, “There are no real tools that allow us to do topology interpretation within the CAD system. Altair is ahead of the others (vendors) with two tools, Evolve and OptiStruct.”
The combination is a very powerful one. It enables users to refine component shapes as well as carry out structural analysis to tweak designs to meet performance requirements. The end result is a design that’s highly tuned to the AM process. Because the AM process does not have the same constraints found in traditional manufacturing processes such as forging, casting or extrusion, there is more freedom of design. However, RUAG discovered AM is not without its own set of constraints.
Validating, Verifying and Testing a Nonconventional Part
After the CAD model was created using Evolve, the part was put through multiple simulations. “You discover sometimes that you have to add features. You start with the load path and rerun the optimization to come to the very final design,” explains Mouriaux. “Once you have it, then you complete the verification and perform the last analysis to demonstrate that the design is compliant with the customer specifications.”
During simulated tests, engineers discovered that there were unacceptable responses at high frequencies. They realized the responses were directly related to the organic shape of the redesigned structure, which did not exist in the conventional part.
Mouriaux notes, “We realized that you have to design for dynamics. You cannot just look at the static envelope, as we did in the past with the conventional design. It comes back to the idea that when you design for additive manufacturing, you have to completely rethink the way you design the part.”
The next step in the process was producing the part. RUAG’s print strategy was to use one powder, one machine and one print job to create two parts out of aluminum. This would enable engineers to look at repeatability of the manufacturing process, as well as perform extensive testing. They had to demonstrate the part worked properly because there were no existing standards for 3D-manufactured parts.
After the part was printed, engineers needed to verify the geometry. They discovered it was almost impossible to verify the geometry in a traditional way. RUAG decided to use computed tomography (CT), which allows for a complete detailed measurement of the geometry to compare to the CAD model. The CT scan also allows for non-destructive inspection because it detects embedded defects in the part.
A plan for testing the part had to be included in the initial design. “We needed to place strain gauges on the part to verify the stresses,” explains Mouriaux, “but the design had only curved surfaces... complex curved surfaces, not really made to place strain gauges. We had to take this into consideration with the design. If you know that you have to test the part, you must know what you want to measure, and you must implement the necessary features to be able to make these measurements early in the design. These are not generally considerations with conventional manufacturing because there are either flat surfaces or surfaces with simple curvature.”
Mouriaux feels there is still much to learn about designing for AM: “We need to define proper qualification and controlled processes of the material. We need to develop engineering thinking. We need to develop design tools and, in parallel, we need to develop the additive manufacturing technology. There are still a lot of improvements to be made on the product design. The biggest lesson we learned, overall, is to understand the complete life cycle of the part and implement all these features in the design, because they will not come automatically.”
Future Works
The 3D-printed antenna is completely tested and qualified and might be used on the Sentinel-1B, which is scheduled to launch in early 2016, or Sentinel-1C missions, depending on how quickly the integration process works. “The part itself is fully qualified and ready for f light,” says Mouriaux.
Mouriaux predicts a big future for AM in space and particularly for satellite structures. He predicts that most of the satellite structures will be 3D-printed within the next few years, opening new perspectives in terms of design and architecture. RUAG is already thinking of other applications where AM can work, including large dimension parts and much more.
“The only design limitation,” concludes Mouriaux, “is the imagination of the engineer. I think we are in the midst of a complete change in the field of satellite structures. Combining simulation-driven design with additive manufacturing processes, we have the capability to integrate more functions into the part and to design these parts in a completely different manner.”
To read the full RUAG success story and for more information on OptiStruct and Evolve, visit www.c2rmagazine.com/W2016
Victoria Burt is a contributor to Concept To Reality magazine.